辦廠14年,從業30年,一生專注精密沖壓件定制
集100人工匠精神,創精密沖壓定制100年品牌

156-2688-6777
0769-81690631
集100人工匠精神,創精密沖壓定制100年品牌
156-2688-6777
0769-81690631

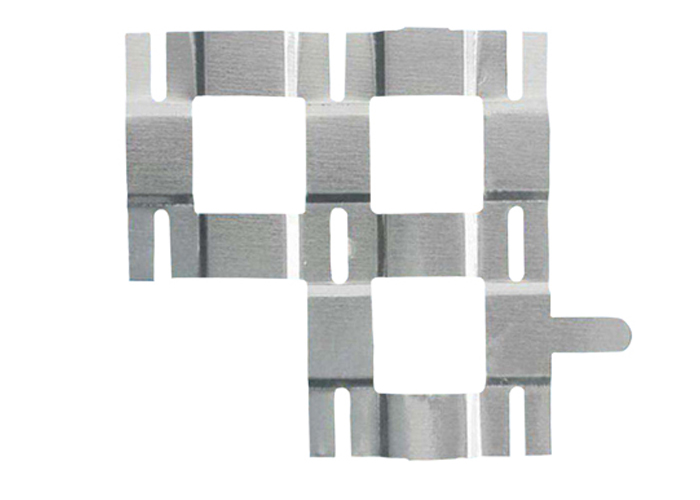
制作五金沖壓件的朋友都會發現有五金沖壓件的撕裂和歪斜情況出現。這是因為處理錯誤或材料不合格。為什么五金沖壓件會被撕裂或傾斜? 為了弄清事情的真相,小編找到了制作五金沖壓件的老師傅,我們聽一聽他是怎么說的?
五金沖壓件撕裂和歪斜的原因很多,主要是由于以下原因:
1.翻邊成形模具設計缺陷
模具為一模雙腔左/右件公用,由于本工序內容除翻邊外,還兼備形狀成形內容,另外,該部件特別復雜并且彎曲表面狹窄。成形要求凹模壓料芯與成形面相符等,導致模具結構條件成形行程大,壓料面積小。
2.成形工藝參數執行不到位
在零件的成形過程中,該過程要求模具,毛坯芯和兩個零件必須緊密裝配在一起。 當機床的滑動件滑動時,片材塑性變形以實現成形加工技術人員未按工藝指定要求工技術人員未按工藝指定要求在這一階段及時對機床壓力進行調整,或者是在每個班次的交接時,從而導致產品質量不穩定。

3.模具加工制件與圖紙設計存在誤差
如清楚地標出要加工導向的區域。然而,由于模具型芯是復雜的輪廓,因此在形成鑄件之后對引導表面進行機加工,從而導致機加工表面與模具引導表面之間的間隙誤差。在模具正常運行過程中出現了壓料芯左/右擺動。
在形成零件之前,通過定位銷和壓料芯平面上的孔進行定位。 這就要求壓料芯必須在零件成型過程中確保穩定,可靠和正確的滑動,否則零件在成型過程中將失穩。從而使壓料芯和凹模壁發生碰撞和擠壓,從而導致產品變形 產生拉應力。 當超過材料的強度極限時,產品會被撕裂或歪斜。
以上三個方面是造成五金沖壓件撕裂和歪斜的主要原因。此外,還有許多因素也會影響金屬沖壓件。 在這里我不會一一介紹。 想要了解更多有關五金沖壓件的知識,請持續關注我們。

禾聚二維碼
東莞市禾聚精密電子科技有限公司

電話:156-2688-6777

傳真:0769-81697092

郵箱:hst@cnstamping.com

QQ:1164615314

公司地址:東莞市沙田鎮稔洲村培后圍小組渡輪路邊
Copyright?2019 粵ICP備11004908號 東莞市禾聚精密電子科技有限公司 技術支持:競爭力網絡
![]()
本網站部分素材來源于網絡,如有侵權,請立即聯系刪除

 在線咨詢
在線咨詢