您的位置:
新聞中心 > 行業(yè)資訊 >
辦廠14年,從業(yè)30年,一生專注精密沖壓件定制
集100人工匠精神,創(chuàng)精密沖壓定制100年品牌

156-2688-6777
0769-81690631
集100人工匠精神,創(chuàng)精密沖壓定制100年品牌
156-2688-6777
0769-81690631

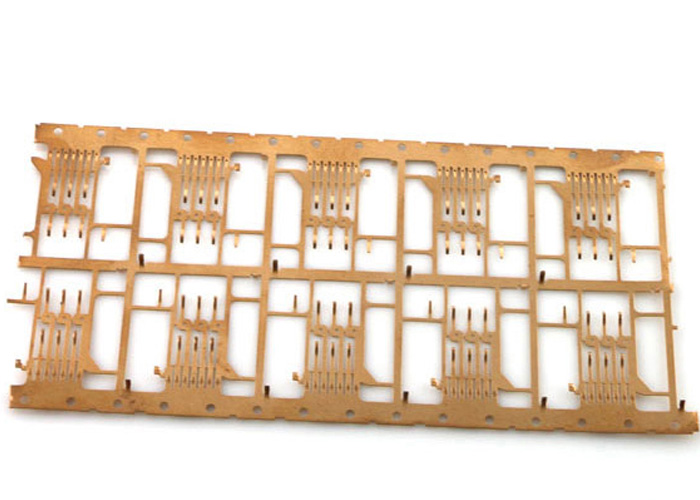
1.當(dāng)五金沖壓件的截面質(zhì)量和尺寸精度較高時,可以考慮在沖裁工藝之后添加修整工藝,或直接使用精密沖裁工藝。
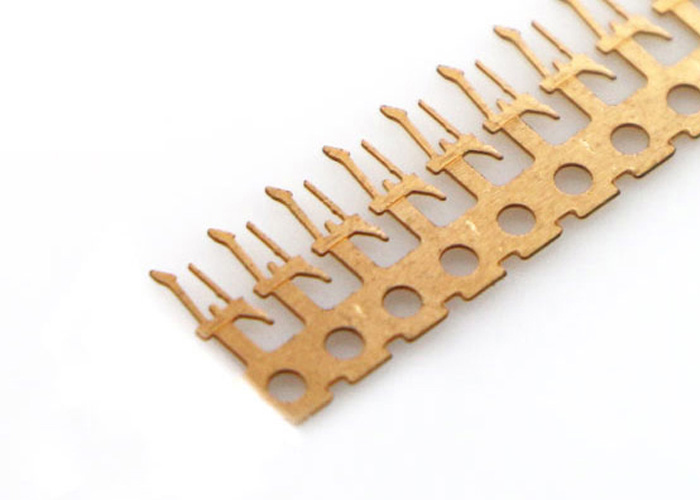
2.彎曲部分的工序數(shù)主要取決于其結(jié)構(gòu)形狀的復(fù)雜性,并且取決于彎曲角度,相對位置和彎曲方向的數(shù)目。 當(dāng)彎曲部分的彎曲半徑小于允許值時,在彎曲之后添加成形過程。
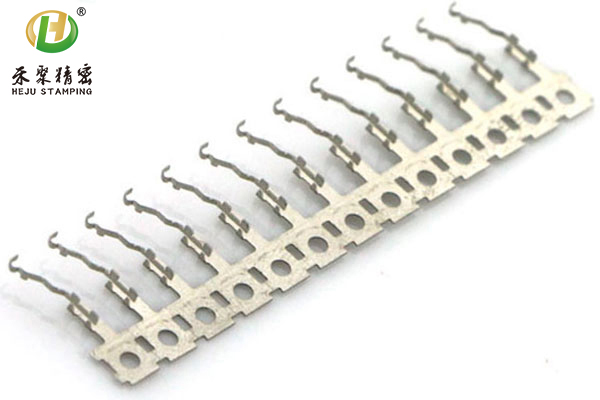
3.拉伸件的工序數(shù)量與材料性質(zhì)、拉伸高度、拉伸階梯數(shù)以及拉伸直徑、材料厚度等條件有關(guān),需經(jīng)拉伸加工工藝計算才能確定。當(dāng)拉伸部分的圓角半徑小時或需要尺寸精度時,拉伸后需要進行成形加工。
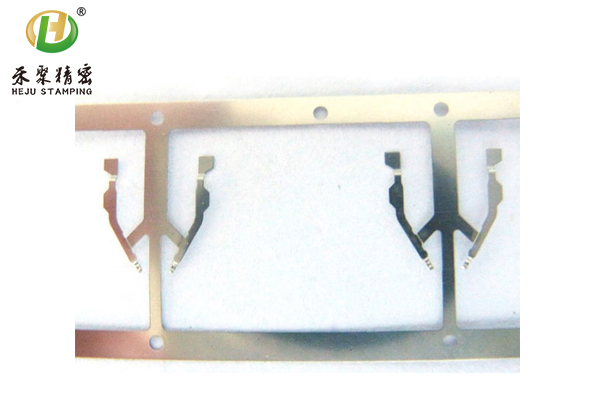
4.為了提高沖壓工藝的穩(wěn)定性有時需要增加工序數(shù)目,以保證五金沖壓件的質(zhì)量。
5.沖裁形狀簡單的五金沖壓件,由于模具的結(jié)構(gòu)或強度的限制,具有復(fù)雜形狀的工件的內(nèi)部和外部輪廓應(yīng)沖裁成幾個部分,這需要多次沖壓過程。必要時,可選用連續(xù)模。對于具有較高平整度要求的五金沖壓件,可在沖裁工序后再增加一道校平工序。

禾聚二維碼
東莞市禾聚精密電子科技有限公司

電話:156-2688-6777

傳真:0769-81697092

郵箱:hst@cnstamping.com

QQ:1164615314

公司地址:東莞市沙田鎮(zhèn)稔洲村培后圍小組渡輪路邊
Copyright?2019 粵ICP備11004908號 東莞市禾聚精密電子科技有限公司 技術(shù)支持:競爭力網(wǎng)絡(luò)
![]()
本網(wǎng)站部分素材來源于網(wǎng)絡(luò),如有侵權(quán),請立即聯(lián)系刪除

 在線咨詢
在線咨詢