辦廠14年,從業(yè)30年,一生專注精密沖壓件定制
集100人工匠精神,創(chuàng)精密沖壓定制100年品牌

156-2688-6777
0769-81690631
集100人工匠精神,創(chuàng)精密沖壓定制100年品牌
156-2688-6777
0769-81690631

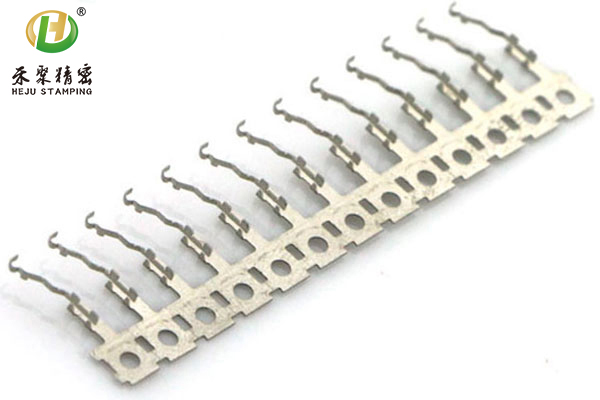
許多從事五金沖壓件工作的朋友都知道,如果處理不當(dāng),會(huì)導(dǎo)致五金沖壓件起皺,從而影響五金沖壓件的外觀。這不僅會(huì)增加生產(chǎn)成本,而且會(huì)浪費(fèi)大量的人力和財(cái)力。為了降低生產(chǎn)成本,我將告訴您如何控制五金沖壓件的起皺。
五金沖壓件起皺的原因:
1.毛坯定位的不穩(wěn)定性導(dǎo)致局部無法壓料,并且擠壓表面的形狀不合適,從而導(dǎo)致進(jìn)料不均勻。
2.壓邊力不夠,毛坯表面的間隙不適合“內(nèi)松外緊”的問題。
3.試沖毛坯過軟,材料強(qiáng)度低,毛坯尺寸太小,壓不住料。
4.潤(rùn)滑油太多或涂刷次數(shù)太頻,或涂刷位置不當(dāng)。
5.五金沖壓件方向不當(dāng)。

控制五金沖壓件起皺的方法:
1.對(duì)于毛坯的不穩(wěn)定定位,我們可以改善定位,并在必要時(shí)添加彎曲過程以確保在五金沖壓件時(shí)毛坯不會(huì)跑偏。同時(shí),同時(shí)可以修改壓料面形狀,保證五金沖壓件品質(zhì),并防止按壓表面的形狀移動(dòng),從而導(dǎo)致走料不均勻。
2.檢查起皺狀態(tài)。若皺紋在制件四周均勻產(chǎn)生時(shí),則應(yīng)判斷壓緊力不足,應(yīng)判斷為壓料力不足,逐漸加大壓料力可以消除。加深錐形和半球形零件時(shí),可以通過增加拉桿以消除皺紋來增加板內(nèi)徑內(nèi)拉應(yīng)力。采用“里緊外松”原則,來消除“里松外緊”問題。
3.在不影響整車要求的情況下,更換毛坯過軟的工件材料以確保工件質(zhì)量并避免起皺。
4.對(duì)于潤(rùn)滑油,應(yīng)按照操作規(guī)程和規(guī)定的要求進(jìn)行刷油工作,以確保涂刷量和涂刷位置以及正確的涂刷數(shù)量以避免起皺。
5.對(duì)于不正確的沖壓方向,應(yīng)在設(shè)計(jì)初期使用仿真過程來分析制造過程,以確保工件的沖壓方向。當(dāng)工件質(zhì)量高時(shí),必須重新開發(fā)模具并調(diào)整沖壓方向。
以上是如何控制五金沖壓件的起皺方法,希望對(duì)大家有幫助,這可以減少五金沖壓件起皺的問題,從而降低生產(chǎn)成本。

禾聚二維碼
東莞市禾聚精密電子科技有限公司

電話:156-2688-6777

傳真:0769-81697092

郵箱:hst@cnstamping.com

QQ:1164615314

公司地址:東莞市沙田鎮(zhèn)稔洲村培后圍小組渡輪路邊
Copyright?2019 粵ICP備11004908號(hào) 東莞市禾聚精密電子科技有限公司 技術(shù)支持:競(jìng)爭(zhēng)力網(wǎng)絡(luò)
![]()
本網(wǎng)站部分素材來源于網(wǎng)絡(luò),如有侵權(quán),請(qǐng)立即聯(lián)系刪除

 在線咨詢
在線咨詢