辦廠14年,從業30年,一生專注精密沖壓件定制
集100人工匠精神,創精密沖壓定制100年品牌

156-2688-6777
0769-81690631
集100人工匠精神,創精密沖壓定制100年品牌
156-2688-6777
0769-81690631

隨著工業電子技術的不斷完善,各個行業對五金沖壓件的要求越來越高,包括五金沖壓件的形狀。在沖壓外形沖裁的過程中,容易產生翻料和扭曲,從而影響產品質量。今天,小編總結了經驗給大家分享:為什么金屬沖壓件會現翻料扭曲?
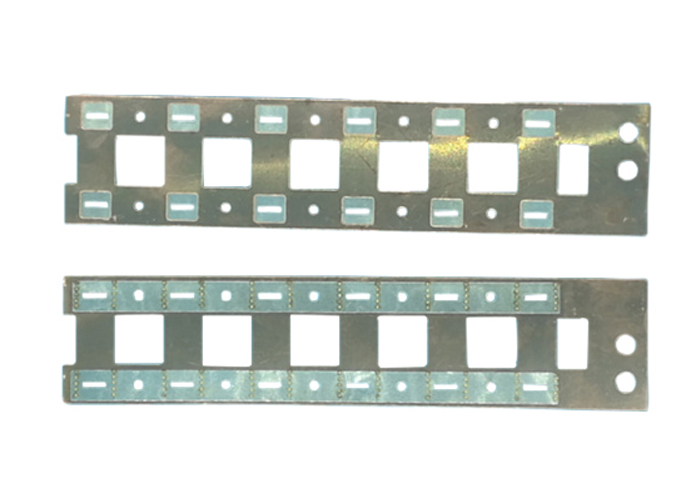
五金沖壓件在級進模中,通過沖切沖壓件周邊余料的方法,來形成沖件的外形。五金沖壓件產生翻料、扭曲的主要原因為沖裁力的影響。在打孔期間,由于存在打孔間隙,材料在模具的一側拉伸(材料向上翹曲),并在打孔器的一側壓縮。使用卸料板時,利用卸料板壓緊材料,以防止模具側的材料向上翹曲。此時,材料的應力狀態會相應變化。隨卸料板對其壓料力的增加,靠凸模側之材料受拉伸(壓縮力趨于減小),而模具側的材料被壓縮(拉伸力趨于減小)。 五金沖壓件部分的旋轉是由于模具表面材料的拉伸而引起的。因此,在沖壓時,壓緊和壓縮材料是防止沖壓零件翻料和扭曲的關鍵。
沖壓件產生翻料、扭曲的原因及解決方法:
1.沖裁時產生的沖件毛邊所致。需要研究修沖切刃口,并注意檢查沖裁間隙是否合理。
2.在沖壓過程中,五金沖壓件會發生翻料和扭曲,導致彎曲后的成型不良,需要從沖裁下料工位解決。
3.折彎時沖壓件失穩所致。主要用于U形和V形彎曲。此問題的處理,對沖壓件進行折彎前的導位、折彎過程中的導位,以及折彎過程中壓住材料防止沖壓件在折彎時產生滑移是解決問題的重點。
為什么五金沖壓件出現翻料和扭曲?怎么解決呢?我相信大家現在已經有了一些了解。五金沖壓件扭曲的最重要原因是沖壓力的影響以及沖壓間隙不合理和不均勻。通過上述方法,可以有效地解決這些問題,并且可以防止沖壓件出現翻料、扭曲。

禾聚二維碼
東莞市禾聚精密電子科技有限公司

電話:156-2688-6777

傳真:0769-81697092

郵箱:hst@cnstamping.com

QQ:1164615314

公司地址:東莞市沙田鎮稔洲村培后圍小組渡輪路邊
Copyright?2019 粵ICP備11004908號 東莞市禾聚精密電子科技有限公司 技術支持:競爭力網絡
![]()
本網站部分素材來源于網絡,如有侵權,請立即聯系刪除

 在線咨詢
在線咨詢